1. Persiapan
Sebagai tahap persiapan, perhatikan hal-hal berikut:
(1) Sediakan dua lembar logam dasar dengan tepinya yang rata.
(2) Sediakan satu lembar logam penahan untuk bagian belakang.
(3) Buat bevel sebesar 3o pada salah satu sisi logam penahan bagian belakang.
(4) Bersihkan sisik-sisik pada bagian belakang logam dasar menggunakan kikir tangan.
2. Pemberian las ikat
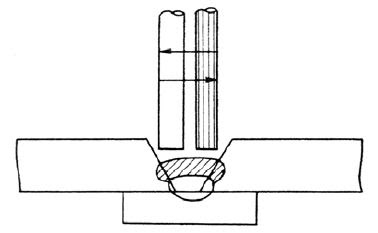
(1) Tempelkan kedua lembar logam dasar di atas lembaran logam penahan.
(2) Berikan jarak celah sebesar 4 mm di antara kedua lembar logam tersebut.
(3) Lakukan proses pengelasan ikat pada bagian belakang logam dengan penahannya secara hati-hati, hindari merusak pengelasan pada bagian depan.
(4) Pastikan jika terjadi perubahan posisi, tidak melebihi ± 3o.
Plat penahan | Las ikat | Sisi depan | Sisi belakang | Las ikat
Penanganan Mesin Las Busur Listrik Arus Bolak - Balik
Pengelasan Posisi Datar
Pengelasan Tumpul Kampuh V Posisi Datar dengan Penahan Belakang
1. Persiapan
Sebagai langkah persiapan, perhatikan hal-hal berikut :
(1) Siapkan dua logam dasar dengan kampuhnya
(2) Siapkan satu potong logam penahan bagian belakang.
(3) Berikan bevel 3o pada salah satu sisi penahan belakang.
(4) Hilangkan sisik-sisik bagian belakang logam dasar tersebut
dengan kikir tangan.

2. Pemberian las ikat
(1) Tempelkan kedua logam dasar diatas lempengan
penahannya.
(2) Diantara dua logam itu, berikan celah 4 mm.
(3) Berikan las ikat pada bagian belakang logam dengan
penahannya dengan hati-hati jangan sampai merusak
pengelasan bagian depan.
(4) Pastikan jika ada perubahan posisi hanya ± 3o.
Plat penahan
Las ikat
Sisi depan Sisi belakang
Las ikat

3. Pembuatan busur
(1) Buatlah busur pada ujung lempeng penahan belakang.
(2) Pindahkan / gerakkan ke daerah pengelasan (celah utama)
setelah busurnya stabil.

4. Pengelasan pertama
Pengelasan pertama adalah tahap pengelasan untuk penembusan,
perhatikan hal-hal berikut :
(1) Aturlah arus pengelasan ke 180 A.
(2) Pertahankan elektroda pada 90o terhadap kanan kiri logam
dan 75 - 80o terhadap arah pengelasan.
(3) Jangan diayun.
Jaga agar busur tetap lurus diujung lobang terus menerus.

5. Pengelasan kedua
Pengelasan kedua adalah merupakan tahap pengisian, dilakukan
dengan metode mengayun, perhatikan hal-hal berikut :
(1) Rontokkan terak pada alur garis pertama dan bersihkan.
(2) Atur arus las hingga 170 A.
(3) Pertahankan elektroda pada sudut yang sama pada garis pertama.
(4) Pindahkan elektrodanya dari tepi ke tepi seperti gambar disamping
sambil mengikuti proses mengelas.
6. Pengelasan ketiga dan lainnya
Seperti pada pengelasan kedua, pengelasan ketiga dan seterusnya
juga merupakan tahap pengisian, perhatikan hal-hal berikut :
(1) Atur arus pengelasan pada 165 A.
(2) Pindahkan elektroda dari tepi ke tepi seperti yang ditunjukkan
disamping sambil mengelas.
(3) Laslah alur yang terakhir supaya alur itu lebih rendah 0.5 sampai
1mm dari permukaan logam dasar

7. Pengelasan terakhir
(1) Aturlah arus las ke posisi 150 - 160 A.
(2) Gerakkan elektroda dari tepi ke tepi sambil mengelas.
(3) Pertahankan lebar ayunan elektroda sampai bingkainya siap
terbuka.
(4) Pertahankan lebarnya manik-manik sampai bingkainya membuka
tambah 2 mm.
(5) Buatlah manik-manik penguat tidak lebih dari 1.5 mm.

Bukaan sudut + 2mm
Bukaan sudut

8. Pemeriksaan hasil las
(1) Bentuk rigi-rigi (lebarnya, kekuatannya, dan bentuk selangnya).
(2) Kondisi akhir ujung-ujung rigi.
(3) Takikan atau tumpangan.
(4) Deformasi/lengkungan.
(5) Pembersihan.
Gerakan
elektroda
yang
benar
Gerakan
elektroda
yang tak
beraturan
Gerakan
elektroda
yang
cepat
Gerakan
elektroda
yang
pelan
Takik Overlap
Bentuk rigi las
Yang akhir
Yang pangkal
Perubahan bentuk
Pembersihan

Pengelasan Tumpul Posisi Horisontal dengan Penahan Belakang ....
Pengelasan Konstruksi ..
Selengkapnya tentang Kemajuan Teknologi Pengelasan
 Share ke Twitter .
Share ke Twitter .  Share ke Facebook .
Share ke Facebook .  Share ke Pinterest .
Share ke Pinterest . 

